陳才明,凌慧
(寧波新容電器科技有限公司,浙江 寧波315202)
摘 要:金屬化薄膜電容器的噪聲是薄膜在交流電場下振動引起,如何消除至今在電容器行業中仍是一個技術難題。通過對有噪聲產品解剖觀測和對噪聲現象特點的分析研究,提出了揭示噪聲產生原因和噪聲與溫度關系的“氣泡噪聲”機理,認為熱定型工序的高溫生成薄膜層間的氣泡是產生噪聲的根本原因。材料篩選、工藝改進能改善噪聲強度和發生概率,但只要熱定型工序存在要杜絕噪聲的產生就是十分困難的。
關鍵詞:金屬化薄膜電容器;噪聲;氣泡;熱定型
0 引言
金屬化薄獏電容器在交流電壓下會產生噪聲或稱為交流聲,當電容器使用在有靜聲要求場合時該噪聲將成為致命的缺陷:有研究認為,由于在電容器介質薄膜層間存在間隙薄鏌在電磁力的作用下發生周期性形變,導致薄膜共振,從而引起了交流聲。也曾見過日立、松下公司薄膜電容器說明書中告知:電容器在施加高頻電壓時會發出一種聲音(交流聲),這是由于二電極間電荷力的作用,使薄膜發生機械振動而產生的聲音,對電性能沒有影響,請在實際使用時確認電容器噪聲是薄膜在電場力作用下振動產生的機理已得到公認,對如何消除、改善噪聲的發生早有不少研究報道,如文獻介紹選用合適薄膜材料、控制卷繞壓力,在真空下熱處理、緩慢冷卻,可使電容器交流聲控制在允許
范圍30dB以下;文獻認為合適的卷繞張力、熱壓工藝能使電容器的交流聲控制在3%以下;文獻研究結論是在60℃以下熱處理均不會出現交流聲,70℃以上熱處理無論大氣還是真空條件下均會出現交流聲,認為消除交流聲的主要技術措施進行低溫(浸漬)處理;文獻認為低溫熱定型是解決交流聲的方法但會影響電容器的壽命。研究的共性結論是選用合適的材料和工藝能改善噪聲狀況,但均沒有提出杜絕產生噪聲的對策。
本文通過對樣品的解剖觀測以及對噪聲現象特點的定性分析研究,揭示了能引起薄膜振動的“氣泡噪聲”機理。
1 金屬化薄膜電容器噪聲現象的特點
金屬化薄膜電容器施加直流電壓時沒有噪聲,施加交流電壓時會發出“茲、茲”的噪聲,噪聲頻率為電源頻率的兩倍,所以也稱作為交流聲。金屬化薄膜電容器的噪聲較小(如文獻1以距離0.5m,
≥30 dB則判定為交流聲大),在沒有消音室情況下很難通過人的聽覺來進行定量分析研究。有時覺得通過某一工藝改進噪聲問題已經得到有效解決,但過一段時間后發現噪聲問題又會重新出現。通過長期研究發現影響金屬化薄膜電容器噪聲的因數太多,噪聲大小、噪聲的觸發與消失等均與材料、工藝、環境溫度、施加電壓等密切相關,并有許多有趣特點現象。
1.1 施加電壓的影響
電容器噪聲是薄膜在交流電場力作用下振動產生的機理已得到公認,電場力F的大小正比于電容器施加電壓的平方。
F=(ε
式中:ε 為電容器薄膜介電常數;A為極板面積;d為電容器極板間距;U為電容器兩端所加的電壓;F為電容器通過電流后所產生的電動力;K為比例系數。
為電容器薄膜介電常數;A為極板面積;d為電容器極板間距;U為電容器兩端所加的電壓;F為電容器通過電流后所產生的電動力;K為比例系數。
電容器的噪聲是由于外施電壓在電容器極板上產生機械振動,傳播到空氣中產生的。噪聲產生、消失與施加電壓高低有關,可分成觸發噪聲的起始電壓和噪聲消失的熄滅電壓,起始電壓高于熄滅電壓,不同產品噪聲的起始電壓也會不同,我們對一批額定電壓為交流450 V的電容器做了測試,有噪聲的起始電壓一般在400-500 V,噪聲消失電壓一般在300 V以下,有的甚至低到200 V,—旦觸發噪聲后,短時間內再次觸發時的起始電壓將會下降,下降幅度有的會大于20%。沒有噪聲的即使將電壓升至1000V也不會有交流聲產生。
1.2 生產工藝、材料的影響
生產工藝對噪聲的影響不容置疑,有研究報道卷繞壓力太小或過大均不利于噪聲的改善,試驗結果表明不同卷繞壓力下產生噪聲的概率會有不同,即使認為是最佳卷繞壓力加工的產品交流聲發生
概率也有10%左右。
有研究報道在60℃條件下熱處理,不論是大氣還是真空條件下均沒有出現交流聲,在70℃以上條件下不論是大氣還是真空條件下熱處理,均有80%出現嚴重交流聲。也有研究報道熱處理后的冷卻條件對電容器交流聲的影響較大,緩慢冷切有利于減少交流聲的產生。
我們實驗和研究的結論是不論采用怎樣的卷繞壓力或張力,不論是大氣或真空條件下,是采用階梯升溫還是緩慢冷切,只要進行了熱定型處理(一般在85℃以上)均會有噪聲產品產生,通過批量生產的統計結果來看只是產生噪聲的概率不同,嚴重程度不同,但都無法杜絕噪聲的產生。一個有趣的現象是只要不進行熱定型處理就不會有重的噪聲產品產生。
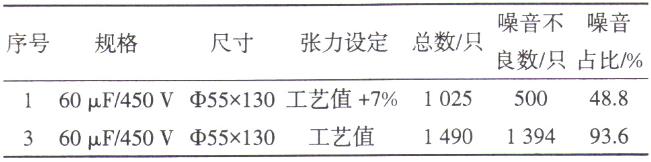
表1-4只是我們研究卷繞張力對噪聲影響試驗數據的一部分,該試驗選擇容量大容易產生噪聲的批量生產的60μ F/450 V產品,是在同一批次聚丙烯薄膜,在同一時間段,只是改變卷繞機的張力,在其他工藝相同情況下所生產的電容器的噪聲篩選測試情況。測試條件是:在25℃:室溫的安靜房間,電容器施加650 V交流電壓,測試速度1只/2 s, 噪聲有否以檢驗員耳朵距離產品30 cm的聽力判斷。其中表1是對比工藝張力變化的噪聲情況,結果表明增強張力的產品有噪聲比例較低。表2是增強張力與工藝張力再次進行對比驗證,結果增強張力的產品有噪聲比例仍好于工藝張力,但不如初次好。表3再次進行對比驗證,結果雖然增強張力仍好于工藝張力,但噪聲比例很不理想,可能是材料或其他因數引起噪聲增加。試驗表明張力控制好能改善噪聲,但仍無法杜絕噪聲的產生。我們也試驗過更大的卷繞張力,結果是噪聲并沒有消除反而引起其他質量問題。表4是我們調整卷繞張力為工藝值+7%后,再分幾種不同熱定型工藝進行的噪音情況對比,結合生產計劃安排將直接加熱分為 A、B
2組,將階梯加熱分為C、D、E 3組,分別選用瑞士產METRON1C卷繞機和臺灣產RDAW-195卷繞機進行對比,另外設立一組不進行熱定型處理的僅用臺灣產卷繞機卷繞的為F組。
F/450 V產品,是在同一批次聚丙烯薄膜,在同一時間段,只是改變卷繞機的張力,在其他工藝相同情況下所生產的電容器的噪聲篩選測試情況。測試條件是:在25℃:室溫的安靜房間,電容器施加650 V交流電壓,測試速度1只/2 s, 噪聲有否以檢驗員耳朵距離產品30 cm的聽力判斷。其中表1是對比工藝張力變化的噪聲情況,結果表明增強張力的產品有噪聲比例較低。表2是增強張力與工藝張力再次進行對比驗證,結果增強張力的產品有噪聲比例仍好于工藝張力,但不如初次好。表3再次進行對比驗證,結果雖然增強張力仍好于工藝張力,但噪聲比例很不理想,可能是材料或其他因數引起噪聲增加。試驗表明張力控制好能改善噪聲,但仍無法杜絕噪聲的產生。我們也試驗過更大的卷繞張力,結果是噪聲并沒有消除反而引起其他質量問題。表4是我們調整卷繞張力為工藝值+7%后,再分幾種不同熱定型工藝進行的噪音情況對比,結合生產計劃安排將直接加熱分為 A、B
2組,將階梯加熱分為C、D、E 3組,分別選用瑞士產METRON1C卷繞機和臺灣產RDAW-195卷繞機進行對比,另外設立一組不進行熱定型處理的僅用臺灣產卷繞機卷繞的為F組。
表1 3種張力卷繞產品的噪聲比例
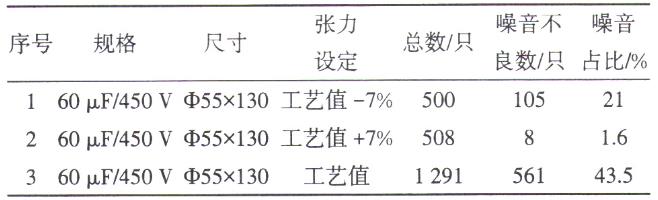
表2 增強張力與工藝張力比較
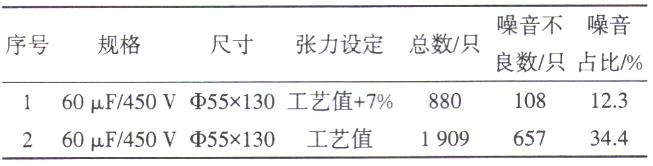
表3 增強張力與工藝張力再次比較
A、B組的工藝是2h加熱到100℃,保溫6h,后以每2h 10℃降溫,12h后結束。
C組工藝是以每20 min升溫10℃:,在70℃保溫1 h,在80℃保溫2h,在90℃保溫6h,后6h自然降溫至50℃結束;
D組工藝是以每20 min升溫10℃:,在70℃保溫1h,在80℃保溫1h,在90℃保溫2h,在100℃保溫2h,后階梯降溫2h降溫至80℃,3.5h降至60℃:,5.5h降至50℃結束;
E組工藝是以每20 min升溫10℃,在70℃:保溫1h,在80℃:保溫2h,在90丈保溫2h,在100℃保溫2h,后10 h緩慢降溫至50℃結束。
各組測試條件相同,噪聲比例結果見表4。
表4 不同熱定型工藝的噪聲對比情況
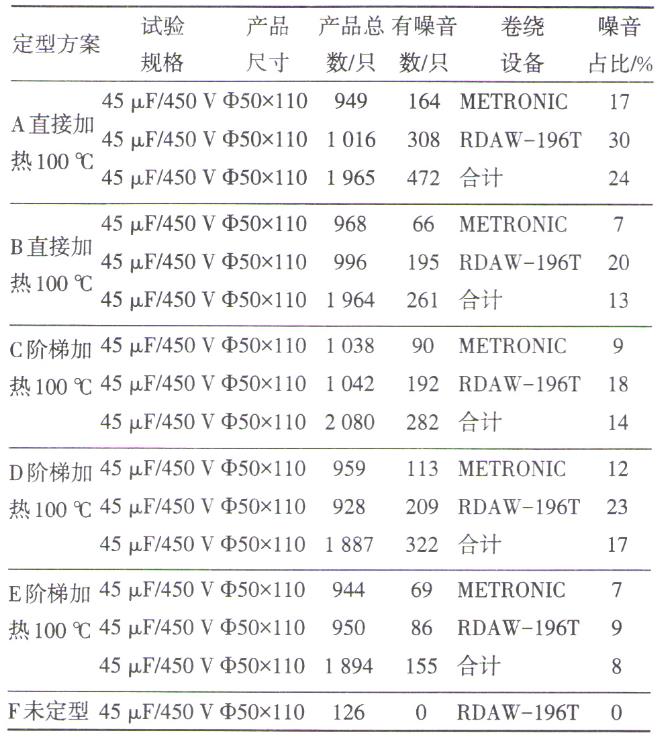
從統計結果看瑞士卷繞機加工的噪聲占比相對較低,E組階梯升溫、緩慢降溫的噪聲占比最好,但仍有8%的噪聲產生,而不進行熱定型處理的F組噪音占比為零,根據我們經驗,如后續進行80℃以上高溫密封檢漏工序后,F組還是會有噪聲 產品出現。
我們也對不同廠家的聚丙烯薄膜材料進行過對比試驗,比照結果是不同廠家薄膜其噪聲占比會有所不同,但差異并不絕對穩定,象前面幾項工藝驗證一樣沒有令人信服的因果關系或強相關性。
1.3 氣候條件的影響
通過長期生產實踐和客戶檢驗反饋情況發現,在天氣較冷季節生產的產品產生噪聲的概率相對較高,噪聲程度也較嚴重,到了氣溫高的夏天生產出來的電容器噪聲狀況會自然的有所改善。
表5 某年全年一次噪聲檢驗合格率統計表
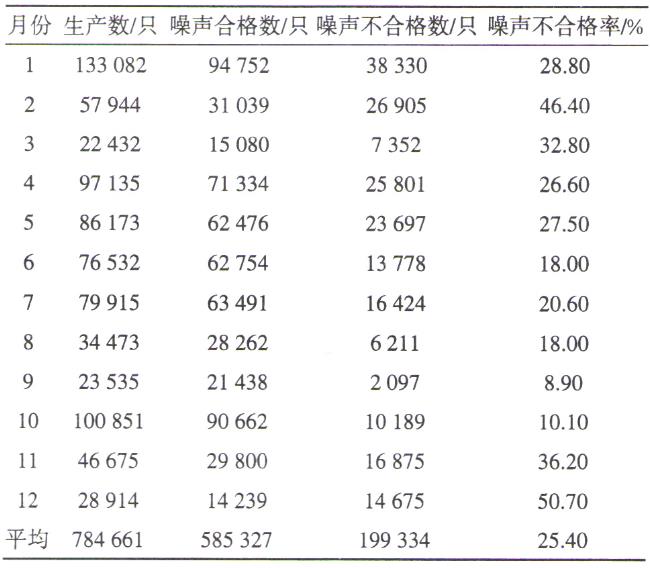
以前我們曾對一年生產的CBB65型空調器壓機電容器進行過統計分析,按月統計的產品噪聲比 例分布情況見表5、圖1。
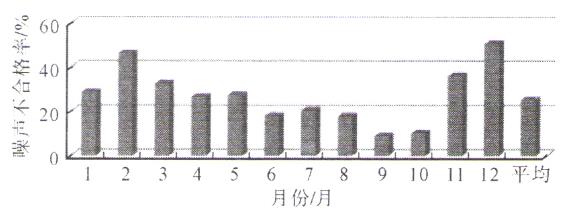
圖1 某年份按月統計的產品噪聲比例分布情況
我們分析認為排除材料有批次差異外,生產工藝并無明顯不同,但60月份噪聲比例低的原因可能是環境溫度相對較高的原因。
1.4 產品儲存期的影響
空調器廠對電容器噪聲要求很高,根據產品不同分別規定距電容器0.5m或1m遠的地方不能聽到明顯的噪音作為驗收標準。為此電容器生產廠將噪聲列為重要的出廠檢驗項目,一般采取在靜室由年輕聽力好的職工逐只進行試聽篩選檢驗,工作量很大,而且也難以監控。篩選出噪聲大的電容器進行隔離存放,但過段時間后再篩選時,發現大噪聲的發生概率會顯著下降,原來噪聲大的也會變小甚至消失。電容器儲存一段時間后再測試,可能是其觸發噪聲的起始電壓有所提高或許是環境條件的影響,總之部分產品噪聲狀況會有所改善。
1.5 噪聲與性能關系
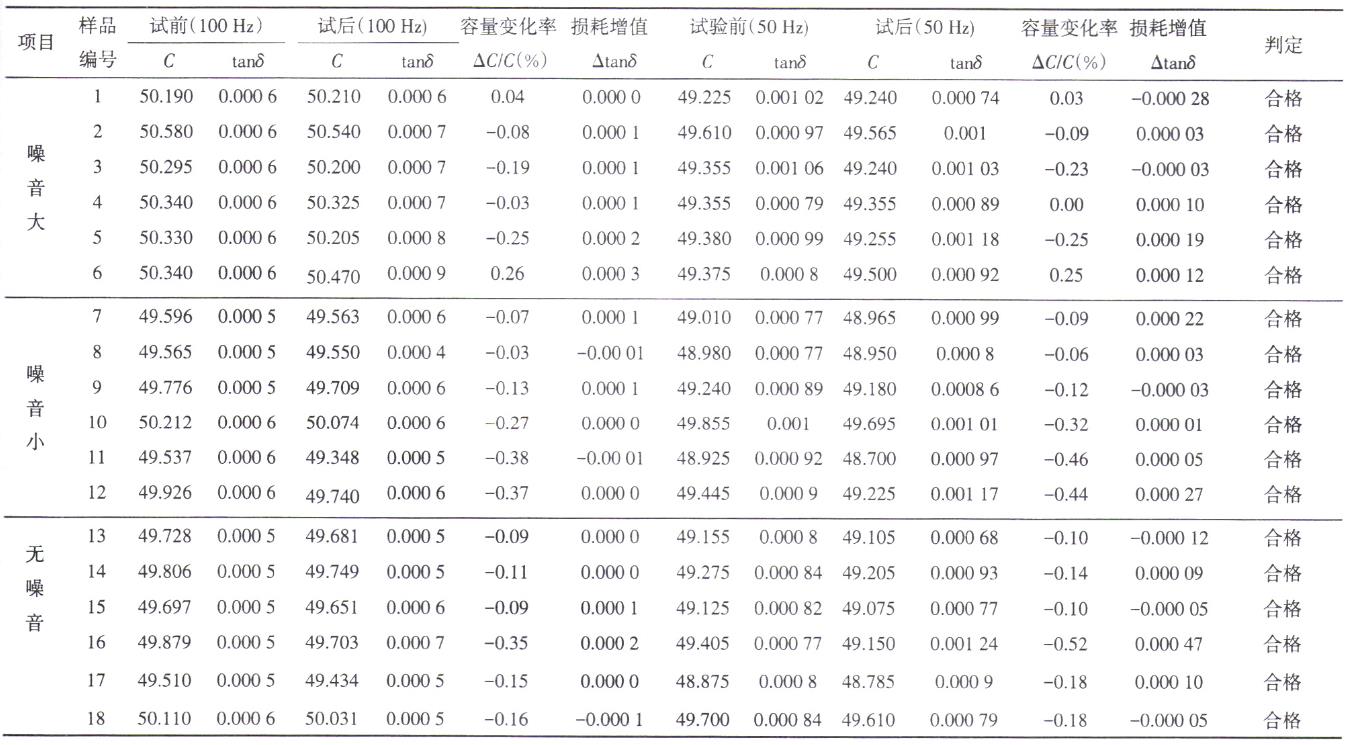
已有報導稱交流聲不會影響電容器的其他性能。我們經過長期實驗也證明了電容器老化試驗后的容量下降值(? C)和損耗角正切增量(?tanδ
C)和損耗角正切增量(?tanδ )均與噪聲大小不相關,表6是其中一次噪聲大小與壽命相關性的驗證試驗報告。表6中電容器型號:CBB65;產品規格:50μF/450 VAC;產品尺寸 :Φ50×120;噪聲篩選條件:650 V電壓、2s、距離30 cm。需要說明的是電容器在溫度85℃烘箱中、1.35倍額定電壓頻率下經536h后,電容應不發生永久性擊穿、開路或閃絡。試驗則后,試驗后?tanδ≤0.002。
)均與噪聲大小不相關,表6是其中一次噪聲大小與壽命相關性的驗證試驗報告。表6中電容器型號:CBB65;產品規格:50μF/450 VAC;產品尺寸 :Φ50×120;噪聲篩選條件:650 V電壓、2s、距離30 cm。需要說明的是電容器在溫度85℃烘箱中、1.35倍額定電壓頻率下經536h后,電容應不發生永久性擊穿、開路或閃絡。試驗則后,試驗后?tanδ≤0.002。
試驗結果表明噪聲大小與壽命性能不相關,我們認為噪聲不是薄膜間的放電聲和自愈聲,因為放電或自愈均會導致金屬層消失容量下降和介質老化,表明噪聲只是薄膜的機械振動,而電容器使用壽命長短是電場作用下電腐蝕的老化快慢過程,二者沒有必然聯系。
表6 不同噪聲電容器的加速壽命試驗結果
2 電容器解剖觀測
電容器心子卷繞是采用全自動卷繞加工設備,設備具有薄膜自動張力控制,卷繞壓輥壓力恒定控制和加速、恒速、減速卷繞分階段定量設定控制,加工精度高,特別是在硬芯棒上卷繞的心子不存在明顯的內松外緊現象,薄膜層間具有較大的壓強,應該不存在引起薄膜層間振動的空間。為了能找到引起薄膜振動的依據,我們對有噪聲的電容器心子進行了解剖,解剖后發現凡是噪聲較重的心子總能找到氣泡的痕跡(圖中圓圈處),圖2所示為還有點鼓脹的氣泡,圖3所示為已經收縮的氣泡,圖4所示為有嚴重噪聲的大氣泡。

圖2 稍有鼓脹的氣泡
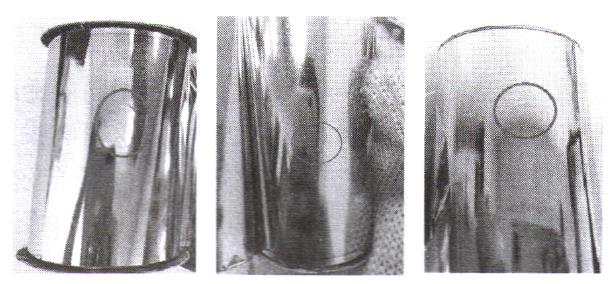
圖3 已經收縮的氣泡
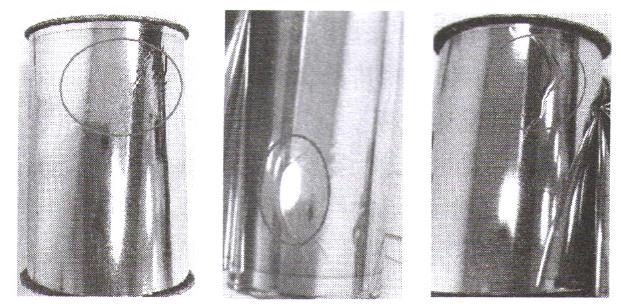
圖4 噪聲大的氣泡
3 噪聲產生的機理分析
根據噪聲現象的特點和產品解剖情況,認為氣泡存在是產生噪聲的根本原因,分析認為氣泡不是在心子卷繞過程中產生,而是通過后道工序過程中形成的。
3.1 氣泡的形成過程
薄膜存在厚度的不均勻性,表面也有高低不平的粗糙度,為了薄膜能展平卷繞機壓輥也刻有凹槽,即使是在最佳控制下卷繞出來的心子內部也都存在著微量空氣。
理想氣體常態方程為PV=nRT,P是壓強;V是體積;n是物質的量:T是溫度,單位為K;R是常數。當心子卷繞后這些微量氣體是分散在薄膜層間,其體積和壓強保持著平衡狀態。
當在熱定型工序加熱時,氣體開始膨脹,在此時P0V0/T0=P1V1/T1,P1V1/P0V0= T1/T0,T0、P0、V0是卷繞時的溫度、壓強、體積。T1、T1、V1,是熱定型時的溫度、壓強、體積。
當熱定型溫度與卷繞環境溫度相差很大時,存在薄膜層間的微量氣體的體積和壓強會隨熱增大,如當卷繞環境溫度為20℃,熱定型加熱溫度為85℃轉換成K氏溫度,那么T1/T0=185K/68K/,T1/T0=2.72,即熱定型時薄膜層間微量空氣體積或壓強將增加2.72倍,如熱定型加熱為溫度100℃,則T1/T0=3.12,當局部薄膜層間壓強低于該氣體壓強時,層間縫隙擴大形成通道,使原少量分散的氣體逐漸向薄膜層間壓力薄弱處聚集,就形成了氣泡。
參考文獻介紹,電容器元件采用相同的卷繞條件:卷繞的層數相同,均為1200層,卷繞機張力相同,應變系統測量方式保持不變,層間壓強變化趨勢為:元件外層壓強值小;往里層,層間壓強值逐漸增大;當靠近芯軸處時,壓強達最大值。
我們樣品解剖統計也發現,氣泡基本集中在心子直徑的3/4圈數以外部分和心子長度的中間附近位置,沒有發現居集在芯棒附近或噴金層兩端,因為越靠近心子中間,薄膜層間的壓強越大,靠近噴金部位空氣相對容易排出,均難以形成氣泡。
3.2 氣泡與溫度關系
氣泡生成的大小、多少與薄膜材料和卷繞工藝有關,與心子中殘留的氣體多少有關,也與熱定型溫度有關。卷繞與熱定型二者溫度相差越大越容易產生氣泡,心子層間壓強越小,殘留氣體越多生成氣泡就會越多、越大。硬性卷繞的圓形心子是噴金后進行熱定型,噴金層已經將兩端面牢牢堵死,通過真空熱定型能將心子內部空氣抽光,也只見介紹報道未見有令人信服的證據。
熱定型工序結束后,隨著溫度下降氣泡內氣體體積或壓強也隨之減少,溫度下降到常溫后,已聚集成氣泡的微量氣體不可能再恢復到原先分散狀態.薄膜在氣泡膨脹時已拉伸變形,此時也無法恢復到原先平整狀態,這就為薄膜振動創造了條件。如果不進行心子定型加熱工序,分散的氣體不會聚集形成不了氣泡,所以說是熱定型工序產生了氣泡。
3.3 溫度與噪聲關系
噪聲是薄膜在電場力作用下振動引起,薄膜能否振動是由氣泡處膜的張力決定,膜的張力就是氣泡內的壓強,壓強大小取決于溫度。
當溫度較高時,氣泡內部壓強較高,薄膜有一定的張力,很難激發振動。
當溫度較低時,氣泡內氣體收縮,氣泡處膜缺乏張力,在交流電場力作用下容易觸發振動。
我們曾對有明顯噪聲產品在不同溫度下進行人工噪聲測聽,測試產品型號CBB65型,規格450VAC,60μF ,內部灌注植物油,外殼尺寸Φ55x130mm,樣品數8只,樣品心子卷繞時溫度28℃,熱定型溫度100℃,6h,測試施加電壓450V。不同溫度下測試的噪聲情況見表7。
,內部灌注植物油,外殼尺寸Φ55x130mm,樣品數8只,樣品心子卷繞時溫度28℃,熱定型溫度100℃,6h,測試施加電壓450V。不同溫度下測試的噪聲情況見表7。
表7 測試溫度不同時噪聲狀況對比
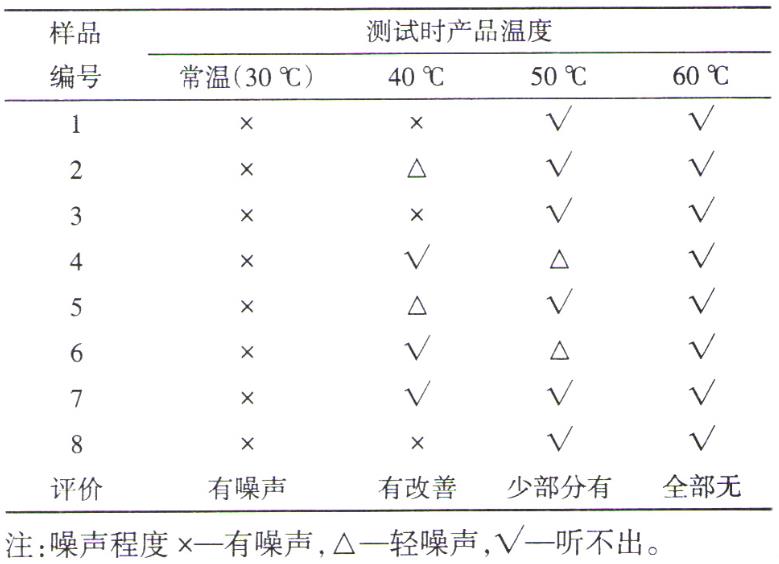
噪聲的大小和發生的概率與施加的電樂有關,也與卷繞時的環境溫度與噪聲測試時產品溫度有關,二者溫差越大氣泡越鼓脹,薄膜振動能力就越差,噪聲就越小或激發噪聲的起始電壓就越高,所以在產品加熱后或在環境溫度較高時測試的噪聲就會變小甚至消失,大噪聲的發生概率也會降低,這應該是“氣泡噪聲”的基本特性。
在同樣的材料、工藝生產的同一批產品中,我們發現內部有氣泡的產品施加400-500V就會觸發噪聲,而對于沒有氣泡的產品即使施加1000V電壓也不會有噪聲產生,這也說明了噪聲問題的復雜性。要在高的熱定型溫度處理下,通過其他工藝參數的調整能改善噪聲狀況,但要杜絕噪聲的產生
將十分困難,甚至是不可能實現。
4 結語
根據解剖發現的氣泡以及提出的“氣泡噪聲”理論與金屬化薄膜電容器長期生產實踐和試驗歸納出來的噪聲現象特點完全吻合。
1)
高的熱定型溫度使薄膜層間微量空氣發生膨脹,在空氣較多、壓強較低的薄膜層間聚集成氣泡。如果卷繞環境與熱定型時的溫差越大或薄膜層間壓強越小,就越容易產生氣泡,反之亦然。
2)
噪聲測試時的產品溫度與熱定型溫度的溫差越大,氣泡處膜的張力越小,激發噪聲起始電壓就越低,噪聲也越大,反之亦然。
3)
通過材料、工藝改進甚至采用真空熱定型處理,X疑能改善噪聲狀況,但在大批量生產中出現“氣泡噪聲”現象仍不可避免。
4)
不經過熱定型的硬芯卷繞電容器在交流電壓下是不會產生噪聲,但熱定型工序是生產高質量、長壽命金屬化薄膜電容器不可缺少的重要關鍵工序,通常熱定型溫度(也稱熱聚合溫度)在90-100℃采用高溫膜的甚至高達120℃,這一矛盾已成為噪聲無法徹底解決的根本原因。






